產(chǎn)品中心
數(shù)控折彎機(jī)
數(shù)控剪板機(jī)
數(shù)控卷板機(jī)
折彎機(jī)隨動
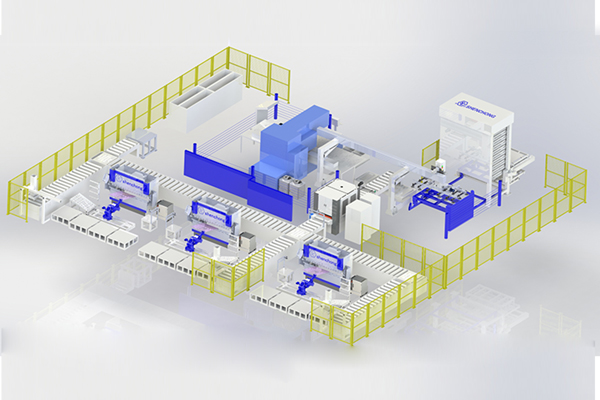
鈑金生產(chǎn)線
服務(wù)中心
常見問題
承諾服務(wù)
售后聯(lián)系
新聞動態(tài)
公司動態(tài)
機(jī)床資訊
成功案例
公司概況
發(fā)展歷程
企業(yè)文化
企業(yè)榮譽(yù)
社會公益
聯(lián)系方式
聯(lián)系我們
人力資源
銷售熱線
138-1510-0698
售后熱線
138-6187-6638